Engineered for structural mold frames, hard cavity milling, and deep-hole ejector pin machining. Explore our core range of high-efficiency rotary tools.








As global manufacturing transitions toward lightweight components, high-strength alloys, and rapid development cycles, the demands placed on mold-making tools have expanded exponentially. Modern injection molds and die-casting dies are characterized by intricate geometries, deep cavities, and extremely hard tool steels (often exceeding HRC55 and reaching HRC65+). To handle these materials without causing catastrophic tool failure or thermal degradation, tooling design must incorporate state-of-the-art materials science and engineering geometries.
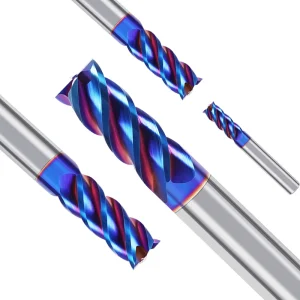
The application of custom coatings such as TiAlN (Titanium Aluminum Nitride) and DLC (Diamond-Like Carbon) represents a critical shift in combating heat and abrasion. TiAlN forms an aluminum oxide layer at high cutting temperatures, providing high thermal stability for dry high-speed milling. In contrast, DLC coatings minimize the coefficient of friction, preventing built-up edge (BUE) when machining non-ferrous materials like aluminum molds.
Modern CNC milling operations require tool architectures that mitigate harmonic vibration and chatter. This is achieved through variable helix angles and unequal flute spacing, which disrupt periodic cutting forces. By optimizing chip gullet volume, tools such as roughing end mills and indexable face mills maximize metal removal rates (MRR) without sacrificing the dimensional accuracy of the mold core.
Deep-cavity mold machining demands drilling solutions that maintain strict straightness and concentricity over long aspect ratios. The evolution of custom single-flute deep gun drills and indexable insert systems ensures that deep coolant passages and ejector pin channels are executed with minimal deflection, direct chip evacuation, and outstanding surface finish.
For procurement officers and manufacturing engineers across the Americas, Europe, and Asia-Pacific, sourcing mold-making consumables is not simply a matter of looking at unit price. Instead, it is a strategic decision that affects overall manufacturing cycle times, machinery uptime, and the final quality of consumer and industrial products. To achieve high operational efficiency, modern procurement programs prioritize three pillars:
Established in 2008, Suzhou Tier Tool Co., Ltd. is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools. Operating out of Suzhou's advanced manufacturing corridor, Tier Tool has dedicated over a decade to resolving complex hole-making and metalworking challenges for a global clientele.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production. Every step of our production is monitored via ERP systems to ensure traceablity and precision.
Quality is the foundation of Tier Tool's long-term success. We adhere to the principle of "Quality First, Continuous Improvement", implementing rigorous quality control procedures throughout the entire production cycle. From raw material selection and incoming inspection to final product verification, every tool undergoes comprehensive quality checks to ensure it meets strict dimensional, geometrical, and performance requirements.
Our facility functions as a modern ecosystem where flexible automated production meets data-driven supply chain management. By standardizing processes across our high-performance CNC machining, bending, welding, and laser-cutting stations, we maintain structural agility. This allows us to pivot production paths quickly, assuring global clients of stable lead times even during raw material fluctuations.
Different industries exhibit highly diverse tooling needs. Suzhou Tier Tool optimizes geometries and carbide selections for localized industrial settings:
Automotive powertrain and body panel dies are fabricated using large cast steel blocks and pre-hardened tool steels. In this environment, tools like the SP Series U Drill and Indexable Face Milling Tools allow operators to maximize feed rates while milling structural pockets and coolant ports with deep-reach integrity.
Micro-cavities in aluminum and magnesium alloy dies require thin, deep walls and exceptional surface finishes. Our HRC60/65 Solid Carbide Ball End Mills with specialized DLC coatings prevent aluminum chips from welding to the flute edges, preserving clean finishes and eliminating manual hand-polishing stages.
Aerospace components demand the removal of bulk material from high-strength alloys (e.g., Titanium, Inconel). The Super Hard Wave Edge Roughing End Mills reduce cutting resistance through segmented tooth designs, minimizing structural vibration and preventing heat buildup from transferring into the machine spindle.
Take a virtual walkthrough of Suzhou Tier Tool Co., Ltd.'s manufacturing plant. From initial raw materials and high-precision CNC grinding to automated laser welding and microscopic inspection.













Expert insights from Tier Tool's application engineering team regarding tool selection, coatings, and structural integrity during high-speed milling.
TiAlN coatings are designed for ferrous materials (steel, cast iron) and handle extreme temperatures by developing a protective aluminum oxide layer at temperatures exceeding 800°C. DLC (Diamond-Like Carbon) coatings are exceptionally smooth and hard but are tailored for non-ferrous applications (aluminum, plastics) to prevent adhesion and built-up edge on the flutes.
Variable helix geometry alters the spacing and pitch angle between the flutes. This breaks up the harmonic resonance (chatter) generated when milling hard steels, reducing spindle vibration. By reducing chatter, you achieve a significantly better surface finish and prevent micro-chipping of the carbide cutting edge, extending overall tool life.
Solid carbide gun drills require much higher spindle speeds, lower feed rates per revolution, and continuous high-pressure coolant delivery (typically 20-70 bar depending on tool diameter). Proper guide bushing alignment is also crucial during initial penetration to prevent deflection and potential tool breakage.
Solid carbide tools provide much higher rigidity and a tighter runout (TIR) profile than indexable insert systems. During critical finishing runs where dimensional tolerances are measured in single microns, the solid carbide structure prevents tool deflection and yields a smoother surface finish (lower Ra values).
Heavy metal removal solutions, including roughing shell mills, high-depth indexable drills, and high-tensile threading cutters.