


1 / 5
| Key Size | Outside Diameter | Width of tooth | Length | Neck Diameter | Suitable neck of shaft |
|---|---|---|---|---|---|
| 4×1 | 4.25 | 1 | 48 | 6 | >3-7 |
| 7×1.5 | 7.4 | 1.5 | 48 | 6 | >4-10 |
| 7×2 | 7.4 | 2 | 48 | 6 | >5-14 |
| 10×2 | 10.6 | 2 | 50 | 6 | >5-14 |
| 10×2.5 | 10.6 | 2.5 | 50 | 6 | >7-18 |
| 10×3 | 10.6 | 3 | 50 | 6 | >7-18 |
| Key Size | Outside Diameter | Width of tooth | Length | Neck Diameter | Suitable neck of shaft |
|---|---|---|---|---|---|
| 13×3 | 13.8 | 3 | 60 | 10 | >77-18 |
| 13×4 | 13.8 | 4 | 60 | 10 | >10-24 |
| 16×3 | 16.9 | 3 | 60 | 10 | >77-18 |
| 16×4 | 16.9 | 4 | 60 | 10 | >10-24 |
| 16×5 | 16.9 | 5 | 60 | 10 | >14-30 |
| 19×4 | 20.1 | 4 | 60 | 10 | >10-24 |
| 19×5 | 20.1 | 5 | 60 | 10 | >14-30 |
| 22×4 | 23.2 | 4 | 60 | 12 | >10-24 |
| 22×5 | 23.2 | 5 | 60 | 12 | >14-30 |
| 25×5 | 26.5 | 5 | 60 | 12 | >14-30 |
| 28×5 | 26.7 | 5 | 60 | 12 | >14-30 |
| Key Size | Outside Diameter | Width of tooth | Length | Neck Diameter | Suitable neck of shaft |
|---|---|---|---|---|---|
| 22×6 | 23.2 | 6 | 60 | 12 | >18-36 |
| 25×6 | 26.5 | 6 | 60 | 12 | >18-36 |
| 25×8 | 26.5 | 8 | 65 | 12 | >24-42 |
| 28×6 | 29.7 | 6 | 60 | 12 | >18-36 |
| 28×8 | 29.7 | 8 | 65 | 12 | >24-42 |
| 32×6 | 33.9 | 6 | 60 | 12 | >18-38 |
| 32×8 | 33.9 | 8 | 65 | 12 | >18-36 |
| 32×10 | 33.9 | 10 | 60 | 12 | >30-48 |
| 38×6 | 40.3 | 6 | 65 | 14 | >18-36 |
| 38×8 | 40.3 | 8 | 60 | 14 | >24-42 |
| 38×10 | 40.3 | 10 | 70 | 14 | >30-48 |
| 45×8 | 47.7 | 8 | 65 | 15 | >24-42 |
| 45×10 | 47.7 | 10 | 70 | 15 | >38-48 |








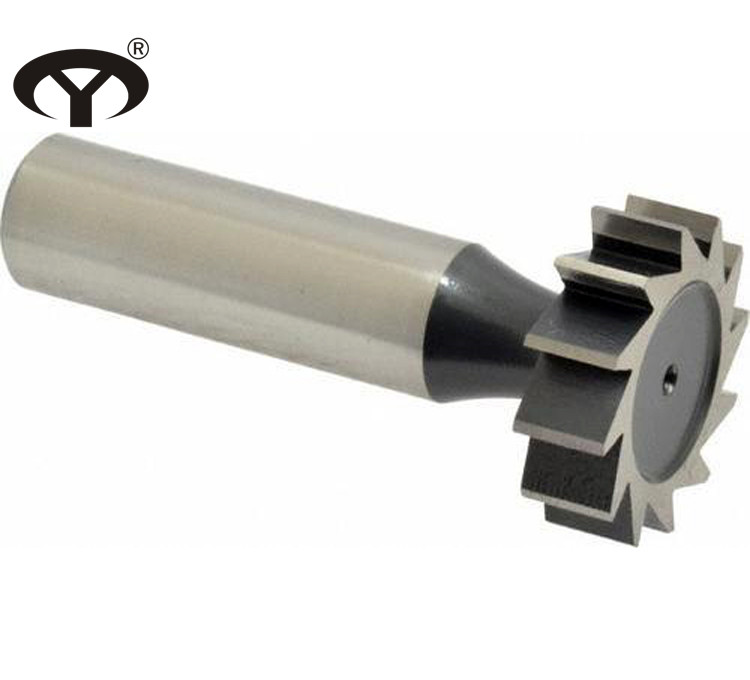
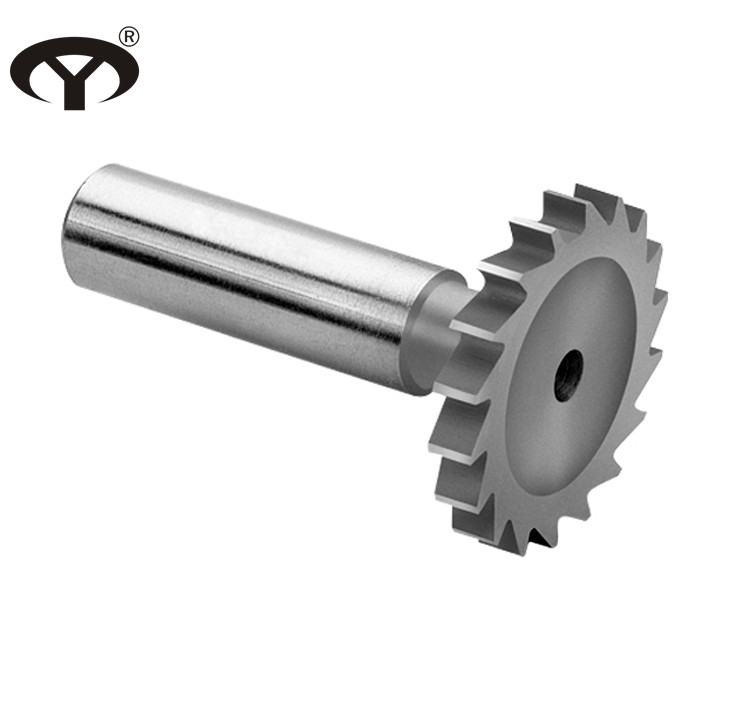
These milling cutters are manufactured using HSS M2 (High-Speed Steel M2 grade), which is renowned for its excellent toughness, wear resistance, and cutting capability at elevated temperatures.
These cutters feature a straight teeth design, providing stable and precise cuts which are ideal for machining standard Woodruff keyways in shafts.
The cutters are divided into three types (Type I, Type II, and Type III) to match varying dimensions of key sizes, outside diameters, widths, lengths, and neck diameters suitable for different shaft requirements.
They are suitable for machining a wide range of materials, including carbon steel, alloy steel, tool steel, cast iron, and other non-ferrous metals commonly found in industrial manufacturing.
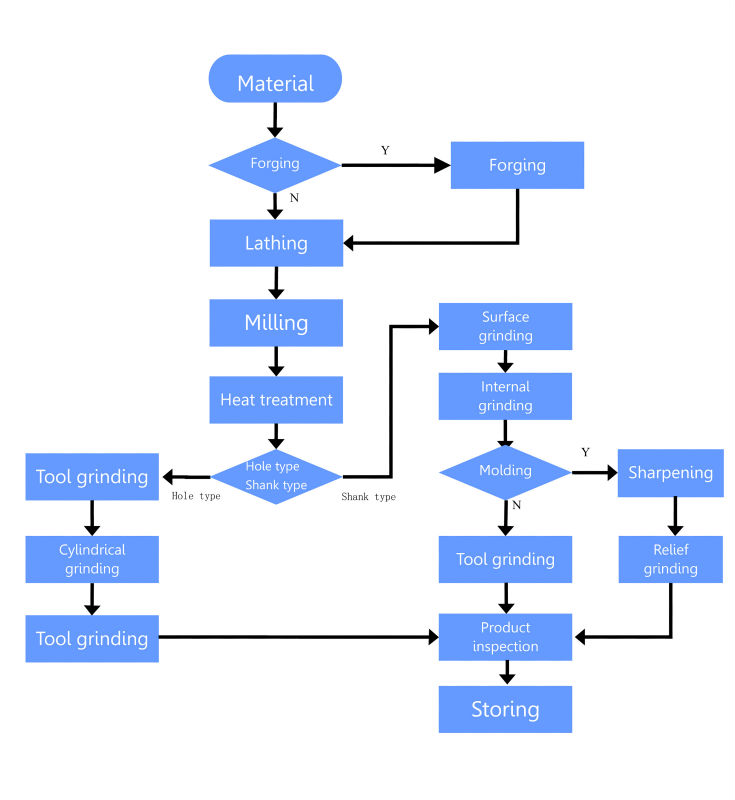
The strict production process involves blank preparation, thermal treatment, precision grinding of outer diameters and teeth, followed by rigorous quality inspections to ensure high dimensional accuracy and longevity.









