Explore our flagship indexable milling solutions designed to maximize metal removal rates, optimize surface finishes, and lower operational overheads in advanced machining centers.


Paris and the surrounding Île-de-France region represent a sophisticated hub of precision engineering. From the aerospace clusters near Saclay and Le Bourget to high-performance automotive and medical manufacturing facilities, Paris acts as a critical testbed for advanced tooling applications. Today's French industrial landscape demands solutions that minimize setup times and maximize chip removal, keeping local manufacturers highly competitive in the European Union.
By sourcing state-of-the-art indexable face mills in Paris, local tier-one suppliers and precision shops achieve unmatched geometric accuracy. Our tools are engineered to handle the exact demands of regional French subcontractors, supporting high-speed machining (HSM) on French aerospace structural alloys, special tool steels, and copper-free alloys.
On a global scale, the industrial tooling market is transitioning away from solid carbide tools in large-scale milling processes to embrace modular indexable systems. This evolution is driven by the rising cost of raw tungsten carbide and the absolute necessity of optimizing sustainable production cycles. Indexable face mills allow machinists to replace only the worn-out cutting edge (the carbide insert) rather than the entire tool body, reducing scrap metal and minimizing carbon footprints.
Globally, standard face mills operate in harsh environments, from defense engineering to massive wind turbine housing fabrications. Ensuring high tool body longevity and precision insert pocket geometries has become a priority for tool designers.
An indexable face mill’s performance is governed by several core geometric factors. The entering angle (or lead angle) determines the direction of the cutting forces and the thickness of the chips generated. For instance, a 45° face mill distributes forces evenly in both axial and radial directions, making it a highly versatile choice for stable machining centers.
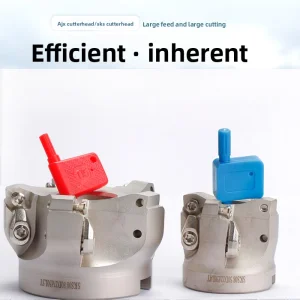
Conversely, a 90° square shoulder face mill concentrates forces in the radial direction, ideal for thin-walled parts and step-shoulder profiles. High-feed cutters utilize a very small lead angle (typically 10° to 15°), which thins the chip and directs the cutting forces axially back into the machine spindle, permitting feed rates up to 5 times greater than conventional cutters.
Our current technical roadmap prioritizes optimized insert pocket security, anti-vibration tool steel bodies, and advanced nano-structured PVD coatings capable of resisting thermal shock in dry milling environments.
Select specialized milling cutters engineered for specific surface requirements, shoulder profiles, and pocket machining.



Suzhou Tier Tool Co., Ltd. was established in 2008 and is a national high-tech enterprise specializing in the design, manufacturing, and technical support of precision solid carbide cutting tools and modular indexable tooling assemblies.
Since its foundation, Tier Tool has been deeply committed to the precision machining industry, focusing on delivering high-performance, high-efficiency cutting solutions for hole-making, shoulder face milling, and advanced metalworking applications. Through continuous technological innovation and manufacturing excellence, the company has earned the trust of customers across a wide range of industries worldwide, including aerospace, automotive, energy, and medical engineering.
To ensure the highest levels of precision and consistency, Tier Tool has invested extensively in advanced manufacturing equipment and production technologies. The company operates multiple imported CNC tool grinding machines and precision inspection systems, enabling complete in-house capabilities from tool design and prototyping to small-batch testing and large-scale production.
Our manufacturing process is built upon strict process control and traceability standards. Every production stage is carefully monitored to ensure repeatability, quality consistency, and reliable delivery performance. Through systematic process management and standardized operating procedures, Tier Tool has established a robust manufacturing system capable of meeting the demanding requirements of modern precision machining.
Quality is the foundation of Tier Tool's long-term success. We adhere to the principle of "Quality First, Continuous Improvement", implementing rigorous quality control procedures throughout the entire production cycle.
From raw material selection and incoming inspection to final product verification, every tool undergoes comprehensive quality checks to ensure it meets strict dimensional, geometrical, and performance requirements. By continuously optimizing our manufacturing and inspection processes, we deliver products that provide exceptional accuracy, reliability, and consistency in real-world machining applications.
At Tier Tool, we believe that supplying cutting tools is only the beginning of our partnership with customers. Beyond delivering products, we provide comprehensive technical support and application engineering services to assist customers in optimizing their manufacturing processes.
Our technical specialists work directly with customers to analyze machining conditions, recommend suitable tooling strategies, and develop solutions that maximize efficiency, reliability, and cost-effectiveness. By understanding our customers' production goals and competitive challenges, we strive to become a trusted long-term manufacturing partner rather than simply a tooling supplier.
Looking ahead, Suzhou Tier Tool Co., Ltd. will continue to focus on the development of high-performance carbide cutting tools and deepen its expertise in automotive, aerospace, precision engineering, and advanced manufacturing industries.
Driven by professionalism, innovation, and customer commitment, we are dedicated to creating greater value for our customers through reliable products, flexible services, and advanced manufacturing technologies. Tier Tool will continue to grow as a trusted global partner in precision cutting solutions, helping customers achieve higher productivity, better quality, and stronger competitiveness in an ever-evolving manufacturing world.













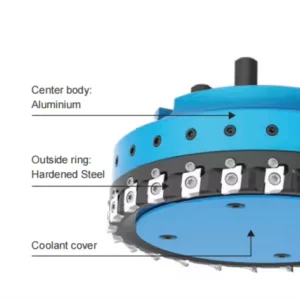
Paris's aeronautical suppliers work extensively with difficult-to-machine materials including Ti-6Al-4V titanium alloy and nickel-based superalloys (Inconel 718). Heavy-duty face milling operations on these materials generate severe heat. Our solutions integrate high-feed milling geometries with optimized coolant delivery, reducing thermal fatigue and maximizing tool life, preventing chipping at the cutting edge.
By designing specific rake angles that lower cutting friction, we ensure tool temperatures remain below the critical thermal cracking threshold, promoting stable production cycles.
Automotive subcontractors in the Île-de-France region depend on reliable, high-volume production. Face milling of gray cast iron engine blocks and aluminum cylinder heads requires indexable tools that can operate at extreme speeds with zero unexpected downtime.
Our dedicated PCD (Polycrystalline Diamond) and silicon nitride (Si3N4) ceramic face mills deliver high cutting speed capabilities. When paired with high-density insert pocket alignments, they yield smooth, flat sealing surfaces that pass stringent leak tests.
Get authoritative answers to the most common challenges faced by CNC programmers and manufacturing engineers.
Select from our comprehensive list of indexable systems, replacement inserts, and heavy-duty milling cutters for diverse shop applications.